A-11 အပူချိန်နိမ့်တွင် ခဲပြီးသော Prepreg
အသစ်သောစွမ်းအင်ကားများ၊ လေအား၊ မြန်နှုန်းမြင့်ရထားစသည့်နယ်ပယ်များတွင် ကွန်ပိုစစ် ဖွဲ့စည်းပုံအစိတ်အပိုင်းကြီးများ ထုတ်လုပ်ခြင်းတွင် "ထုတ်လုပ်မှု ထိရောက်မှု" နှင့် "စွမ်းဆောင်ရည် တည်ငြိမ်မှု" ကြား ဟန်ချက်ညီမှုကို ထိန်းသိမ်းရန်မှာ လုပ်ငန်းတစ်ရပ်လုံးအတွက် စိန်ခေါ်မှုတစ်ရပ်ဖြစ်နေဆဲဖြစ်သည်။
- အကြ overview
- အကြံပေးထားသော ထုတ်ကုန်များ
အပူချိန်နိမ့်တွင် ခဲပြီးသော ကာဗွန်အမျှင် ပရီပရက် - နျူကလီးယားစွမ်းအင်နှင့် ရထားလမ်းပို့ဆောင်ရေး နယ်ပယ်များအတွက် ထိရောက်သော ပုံသွင်းမှု ဖြေရှင်းနည်း
"ထိရောက်သော ပုံသွန်းခြင်း" နှင့် "တည်ငြိမ်သောစွမ်းဆောင်ရည်" တို့၏ ဟန်ချက်ညီမှုကို ရောင်းရေးစွမ်းအင်ယာဉ်၊ လေတိုက်စက်၊ မြန်နှုန်းမြင့်ရထား အစရှိသည့် နယ်ပယ်များတွင် ကွန်ပိုစစ် ဖွဲ့စည်းပုံအစိတ်အပိုင်းကြီးများ ထုတ်လုပ်ရာတွင် အမြဲတမ်း စိန်ခေါ်မှုတစ်ခုဖြစ်ခဲ့သည်။ ကျွန်ုပ်တို့၏ အပူချိန်နိမ့်တွင် ခဲပြီးသော ကာဗွန်ဖိုင်ဘာ ပရီပရက် (prepreg) သည် 80°C နှင့် 90°C ဟူ၍ အပူချိန်ခဲခြင်း နှစ်မျိုးကို အခြေခံပြီး တစ်ဘက်သတ် ကာဗွန်ဖိုင်ဘာ ပရီပရက်နှင့် ကာဗွန်ဖိုင်ဘာ စက္ကူပြားပါ ပရီပရက် ဟူ၍ ပုံစံနှစ်မျိုးကို ကိုယ်စားပြုထားသည်။ ကောင်းမွန်သော စိုစွတ်မှု၊ ကောင်းမွန်သော ပျော့ပြောင်းမှုနှင့် မက္ကင်းနစ်ဂုဏ်သတ္တိမြင့်မားမှုတို့ကို ပိုင်ဆိုင်ထားပြီး ပုံသွန်းခြင်းလုပ်ငန်းစဉ် ပူအားပေးပုံသွန်းခြင်းနှင့် မပူအားပေးပုံသွန်းခြင်း နှစ်မျိုးလုံးနှင့် ကိုက်ညီပါသည်။ ရောင်းရေးစွမ်းအင်ယာဉ် ဘက်ထရီပုံးအဖ пок်၊ လေတိုက်စက် လက်ဝှေ့များ၊ မြန်နှုန်းမြင့်ရထား ကိုယ်ထည်အစိတ်အပိုင်းများကဲ့သို့ ဖွဲ့စည်းပုံအစိတ်အပိုင်းကြီးများအတွက် စွမ်းအင်နည်းပါးပြီး ထိရောက်မှုမြင့်မားကာ အရည်အသွေးကောင်းမွန်သော ပစ္စည်းရွေးချယ်မှုများကို ပေးစွမ်းပြီး ပုံသွန်းခြင်းကုန်ကျစရိတ်နှင့် လုပ်ငန်းစဉ် အသုံးပြုနိုင်မှုတို့တွင် ရိုးရာ အပူချိန်မြင့်ခဲသော ပရီပရက်များ၏ ကန့်သတ်ချက်များကို ကျော်လွှားနိုင်ပါသည်။
အဓိကအားသာချက် - စွမ်းအင်သုံးစွဲမှုနည်းပါးခြင်း၊ အသုံးဝင်မှုမြင့်မားခြင်းနှင့် စွမ်းဆောင်ရည်တည်ငြိမ်ခြင်းတို့တွင် သုံးထပ်တိုးတက်မှု
80 ℃ / 90 ℃ တွင် အပူချိန်နိမ့်၍ ခဲပြီးခြင်းသည် ထုတ်လုပ်မှုအတွက် စွမ်းအင်သုံးစွဲမှုနှင့် ကုန်ကျစရိတ်ကို သိသိသာသာ လျှော့ချပေးပါသည်
120 ℃ အထက်ရှိ အပူချိန်ဖြင့် ခဲပြီးသော ကာဗွန်ဖိုင်ဘာ prepreg များနှင့် နှိုင်းယှဉ်ပါက ဤထုတ်ကုန်၏ အဓိကအမျိုးအစားနှစ်မျိုး (80 ℃ ခဲပြီးသည့်အမျိုးအစားနှင့် 90 ℃ ခဲပြီးသည့်အမျိုးအစား) တို့သည် ပုံသွင်းခြင်းလုပ်ငန်းစဉ်အတွင်း စွမ်းအင်သုံးစွဲမှုကို အခြေခံအားဖြင့် လျှော့ချပေးပါသည်။ စွမ်းအင်သစ်ကားဘက်ထရီပုံးအဖုံးများ ထုတ်လုပ်ခြင်းကို ဥပမာထားပါက 80 ℃ ခဲပြီးသည့်အမျိုးအစားကို အသုံးပြုပါက ရုံတစ်ခုလုံး၏ ပုံသွင်းစွမ်းအင်သုံးစွဲမှုသည် ရိုးရာအပူချိန်မြင့် prepreg များနှင့် နှိုင်းယှဉ်ပါက 40% ကျော် လျော့နည်းသွားပါသည်။ 90 ℃ ခဲပြီးသည့်အမျိုးအစားသည် စွမ်းအင်သုံးစွဲမှု အနည်းငယ်များပါသော်လည်း ပိုမိုများပြားသော အက်ဆင်စနစ်များနှင့် ကိုက်ညီမှုရှိပြီး လေတိုက်စက်ပန်ကာများနှင့် မြန်နှုန်းမြင့်ရထားများ၏ ကိုယ်ထည်အစိတ်အပိုင်းများတွင် ပိုမိုမြင့်မားသော ယန္တရားစွမ်းဆောင်ရည်လိုအပ်ချက်များကို ဖြည့်ဆည်းပေးနိုင်ပါသည်။
အပူချိန်နိမ့်လျှင် စွမ်းအင်သုံးစွဲမှုကုန်ကျစရိတ်ကိုသာမက စက်ကိရိယာများ၏ ပျက်စီးမှုနှင့် ထုတ်လုပ်မှုဆိုင်ရာ အန္တရာယ်များကိုပါ လျော့နည်းစေပါသည်။ တစ်ဖက်တွင် အပူချိန်နိမ့်သော ပတ်ဝန်းကျင်သည် အပူပေးစက်ကိရိယာများ (ဥပမာ - အပူဖိအိုးများ၊ ပုံသွင်းစက်များ) ၏ အသုံးပြုနိုင်သည့် သက်တမ်းကို ရှည်လျားစေပြီး စက်ရုံများ၏ ထိန်းသိမ်းမှုကုန်ကျစရိတ်ကို လျော့နည်းစေပါသည်။ အခြားတစ်ဖက်တွင် အပူချိန်မြင့်မားမှုကြောင့် ဖြစ်ပေါ်လာနိုင်သော ပစ္စည်းပုံပျက်ခြင်းကို ရှောင်ရှားနိုင်ပြီး ၁၀ မီတာကျော်ရှိသော လေတိုက်ရိုက်ဓာတ်အားထုတ်စက် ဘလိဒ်များကဲ့သို့ အရွယ်အစားကြီးမားသည့် ဖွဲ့စည်းပုံအစိတ်အပိုင်းများအတွက် အထူးသင့်တော်ပါသည်။ အပူချိန်နိမ့်စွာ ခဲပြီးခြင်းသည် ဧရိယာအလိုက် အပူချိန်ဖိအားကို လျော့နည်းစေပြီး ပုံသွင်းထားသော အစိတ်အပိုင်းများ ကွဲအက်ခြင်း၊ ကွေးခြားခြင်း ဖြစ်နိုင်ခြေကို လျော့နည်းစေပါသည်။ ထို့အပြင် အပူချိန်နိမ့်စွာ ခဲပြီးခြင်းလုပ်ငန်းစဉ်သည် ကြာရှည်သော ကြိုတင်အပူပေးချိန်ကို မလိုအပ်တော့ဘဲ တစ်ခါထုတ်လုပ်မှု စက်ဝန်းကို ၂၅% အထိ တိုတောင်းစေပြီး လျှပ်စစ်ကားများနှင့် လေအားလျှပ်စစ်စက်ရုံများကဲ့သို့ စကေးနှင့် မြန်မြန်ဆုံး ပို့ဆောင်နိုင်ရန် လိုအပ်သော စက်မှုလုပ်ငန်းများ၏ ထုတ်လုပ်မှုစည်းမျဉ်းကို ကိုက်ညီစေပါသည်။
၂. မတူညီသော ဖွဲ့စည်းပုံအစိတ်အပိုင်းများ၏ စွမ်းဆောင်ရည်လိုအပ်ချက်များနှင့်ကိုက်ညီစေရန် ပုံစံအမျိုးမျိုးဖြင့် ထုတ်ကုန်အထုပ်အာမခံမှု၊
ထုတ်ကုန်မိသားစုတွင် တစ်ဘက်သတ်ကာဗွန်ဖိုင်ဘာပရက်ပရက် (unidirectional carbon fiber prepreg) နှင့် ကာဗွန်ဖိုင်ဘာစားပွဲထည့်ပရက်ပရက် (carbon fiber fabric prepreg) တို့ပါဝင်ပြီး နယ်ပယ်အလိုက် ဖွဲ့စည်းပုံအစိတ်အပိုင်းများ၏ ဖိအားဂုဏ်သတ္တိများနှင့် ပုံသွင်းလိုအပ်ချက်များအလိုက် ပြောင်းလဲရွေးချယ်နိုင်ကာ "လိုအပ်ချက်အလိုက်ကိုက်ညီမှု" ဒီဇိုင်းကို အကျိုးသက်ရောက်စေပါသည်။
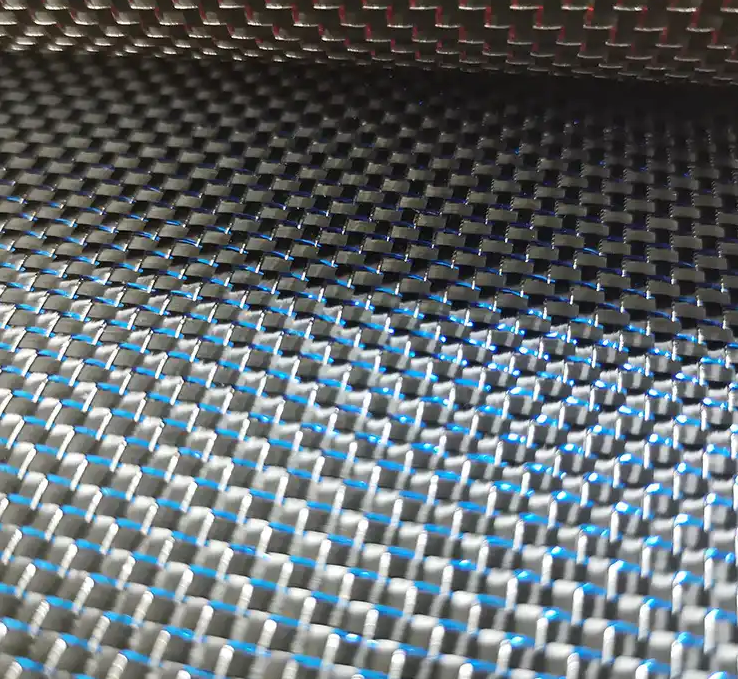
တစ်ဘက်သတ် ကာဗွန်ဖိုင်ဘာပရီပရက်ဂ် - မျဉ်းဖြောင့်အမှုန်အမှုန်မြင့်မားသော ကာဗွန်ဖိုင်ဘာများကို တစ်ဘက်သတ်စီထားခြင်းဖြစ်ပြီး ဖိုင်ဘာအတိုင်းအတာ ၉၉.၅% ကျော် တူညီမှုရှိကာ အဝင်ရိုးညွှန်း ယန္တရားဆိုင်ရာ ဂုဏ်သတ္တိများ ထူးချွန်ပါသည်။ နယူးစွမ်းအင် ကားဘက်ထရီပြားအဖ пок်၏ ဝန်ထမ်းမျဉ်းကူး၊ လေတိုက်လှည့်ပန်ကာများ၏ အဓိကတိုင်၊ မြန်ရထားကိုယ်ထည်၏ အလျားလိုက် ပံ့ပိုးမှုအစိတ်အပိုင်းများကဲ့သို့ တစ်ဘက်သတ်ဝန်ကို ခံနိုင်ရည်ရှိရန်လိုအပ်သော ဖွဲ့စည်းပုံအစိတ်အပိုင်းများအတွက် သင့်တော်ပါသည်။ ၎င်း၏သိပ်သည်းဆကို ဖိုင်ဘာဖြန့်ကျက်မှု တစ်သမတ်တည်းဖြစ်စေရန် ၅% မကျော်အောင် တိကျစွာထိန်းချုပ်ထားပါသည်။ ၀ ဒီဂရီ ဆွဲခြင်းခွန်အားသည် ၁၇၀၀MPa ကျော်အထိရောက်ရှိပြီး ၀ ဒီဂရီ ဆွဲခြင်းမုဒ်လုံးသည် ၁၁၅GPa ကျော်ကိုကျော်လွန်ကာ "အလေးချိန်ပေါ့+အားကောင်းမားခြင်း" ဟူသော အဓိကလိုအပ်ချက်များကို ကြီးမားသည့် ဖွဲ့စည်းပုံအစိတ်အပိုင်းများအတွက် ဖြည့်ဆည်းပေးနိုင်ပါသည်။
ကာဗွန်ဖိုင်ဘာ အထည်ပြင်ဆင်ခြင်း - ပုံမှန်နှင့် တွီလ်အထည်များကို အခြေခံ၍ အတွင်းပိုင်း ညီမျှသော ဂုဏ်သတ္တိများ၊ ပိုမိုကောင်းမွန်သော တိုက်ရိုက် ဒဏ်ခံနိုင်မှုနှင့် ဖဲ့ခြင်းဒဏ်ခံနိုင်မှုတို့ကို ပိုင်ဆိုင်ပါသည်။ စွမ်းအင်သစ်ယာဉ်များ၏ ချိတ်ဆက်မှုအကာများ၊ လေတိုက်စက်များ၏ လက်ဝါးအမှုပ်အမြစ်များ၊ မြန်နှုန်းမြင့်ရထားများ၏ အတွင်းဘက်အုတ်မြစ်များကဲ့သို့ ရှုပ်ထွေးသောပုံသဏ္ဍာန်များနှင့် တွန်းအားကို အမျိုးမျိုးသော ဦးတည်ရာများမှ လိုအပ်သည့် အစိတ်အပိုင်းများအတွက် သင့်တော်ပါသည်။ အထည်၏ ဖွဲ့စည်းပုံသည် ကြိုတင်ပေါင်းစပ်ထားသော ပစ္စည်း၏ ပျော့ပြောင်းမှုကို မြှင့်တင်ပေးပြီး ရှုပ်ထွေးသော မော်ဒယ်များ၏ မျက်နှာပြင်များနှင့် နီးကပ်စွာ ကပ်နိုင်စေပါသည်။ ပုံသွင်းပြီးနောက် အစိတ်အပိုင်းများ၏ မျက်နှာပြင်သည် အလွန်ချောမွေ့ပြီး နောက်ထပ် အချောမှုတ်ခြင်းလုပ်ငန်းစဉ်များ မလိုအပ်တော့ဘဲ ထုတ်လုပ်မှုလုပ်ငန်းစဉ် ကုန်ကျစရိတ်ကို ပိုမိုလျှော့ချပေးပါသည်။
Prepreg ၏ ပုံစံနှစ်မျိုးကို သီးခြားသုံးခြင်း သို့မဟုတ် အလွှာလိုက် ပေါင်းစပ်ခြင်း နှစ်မျိုးလုံး ပြုလုပ်နိုင်ပါသည်။ ဥပမာအားဖြင့် လေတိုက်စက်၏ လက်ဝါးအမှုပ်များတွင် "တစ်ဦးတည်း ဦးတည်ရာ prepreg (အဓိက တိုင်) + အထည် prepreg (လက်ဝါးအမှုပ်အမြစ်)" ဒီဇိုင်းကို အသုံးပြုနိုင်ပြီး ဝင်ရိုးတစ်လျှောက် ခိုင်မာမှုနှင့် အမြစ်၏ ဖဲ့ခြင်းဒဏ်ခံနိုင်မှုကို ဟန်ချက်ညီစေပြီး ပုံစံအမျိုးမျိုးရှိသော ထုတ်ကုန်များ၏ အားသာချက်များကို အပြည့်အဝ အသုံးချနိုင်ပါသည်။
ဖွဲ့စည်းတည်ဆောက်မှုအရွယ်အစားကြီးမားသော အစိတ်အပိုင်းများ ပုံသွင်းခြင်း၏ အရည်အသွေးကို သေချာစေရန် စိုထိုင်းမှုကောင်းမွန်ခြင်းနှင့် ကိုက်ညီမှု ကောင်းမွန်ခြင်းတို့ ရှိပါသည်
ဤအေးခဲသည့်အပူချိန်တွင် ခဲယွင်းသော ကာဗွန်ဖိုင်ဘာ ပရီပရက်ဂ်သည် အဆီဖော်မြူလာနှင့် စိမ့်ဝင်မှုလုပ်ငန်းစဉ်ကို အကောင်းဆုံးဖြစ်အောင် ပြုလုပ်ခြင်းဖြင့် ကာဗွန်ဖိုင်ဘာများကို အပြည့်အဝ ထုပ်ပိုးနိုင်ပါသည်။ အဆီစနစ်တွင် ပြုပြင်ထားသော အက်ပေါက်ဆီကို အသုံးပြုထားပြီး စီးဆင်းမှုကောင်းမွန်ပြီး ကာဗွန်ဖိုင်ဘာများနှင့် ကောင်းစွာကိုက်ညီပါသည်။ ၎င်းသည် ကာဗွန်ဖိုင်ဘာအုပ်စုတစ်ခုချင်းစီအတွင်းသို့ စိမ့်ဝင်နိုင်ပြီး မျက်နှာပြင်တွင် အားလုံးကို ဖြစ်ပေါ်စေသော ဘီးလုံးများနှင့် ချို့ယွင်းချက်များကို လျှော့ချကာ ၉၉% အထက် စိမ့်ဝင်မှု တစ်သမတ်တည်းဖြစ်မှုကို ရရှိစေပါသည်။ စိုထိုင်းမှုကောင်းမွန်ခြင်းသည် ပေါင်းစပ်ပစ္စည်းများ၏ ယန္တရားဂုဏ်သတ္တိများကို မြှင့်တင်ပေးရုံသာမက ပတ်ဝန်းကျင်ဆိုင်ရာ တည်ငြိမ်မှုကိုပါ မြှင့်တင်ပေးပါသည်။ နယူးစွမ်းအင် ယာဉ်များတွင် (-40 ℃~85 ℃) နှင့် လေအားလျှပ်စစ်တိုင်များရှိ ပူပြင်းစိုစွတ်သော ပတ်ဝန်းကျင်တွင် အပူချိန်မြင့်မြင့်နှင့် အေးချိန်နိမ့်နိမ့် စက်ဝိုင်းများတွင် အစိတ်အပိုင်းများ၏ ယန္တရားဂုဏ်သတ္တိ ထိန်းသိမ်းမှုနှုန်းသည် ၈၈% အထက်တွင် ရှိနေဆဲဖြစ်ပါသည်။
သဘောတူညီမှုနှင့် ကွက်တိကွက်ကျ ကျုံ့ဆင်းမှုသည် ဖွဲ့စည်းပုံအရွယ်အစားကြီးမားသော အစိတ်အပိုင်းများ ဖွဲ့စည်းခြင်း၏ အဓိကညွှန်းကိန်းများဖြစ်ပြီး ထိုကိစ္စတွင် ဤထုတ်ကုန်သည် ထူးချွန်စွာ လုပ်ဆောင်ပေးပါသည်။ ပြားချပ်ချပ် အသစ်သော စွမ်းအင်ဘက်ထရီပါက်ကိတ်အဖ пок် ဖြစ်စေ၊ ကွေးပြီး ရှုပ်ထွေးသော မြင့်မားသည့်အမြန်နှုန်းရထား ကိုယ်ထည်အစိတ်အပိုင်း ဖြစ်စေ၊ ပရီပရက်သည် အလုံးစည်းများ၊ အပူအိုင်းများ မဖြစ်စေဘဲ မော်ဒယ်မျက်နှာပြင်နှင့် တင်းကျပ်စွာ ကပ်နိုင်ပါသည်။ ၂ မီတာထက် ပိုသော ကွေးညွှန်းအချင်းဝက်ရှိသည့် မြင့်မားသည့်အမြန်နှုန်းရထား ကိုယ်ထည်ဘေးဘုတ်များ ဖွဲ့စည်းခြင်းကို ဥပမာအဖြစ်ယူပါက ကာဗွန်ဖိုင်ဘာ အထည်ပရီပရက်ကို အသုံးပြုသည့်အခါ ကပ်နိုင်မှုအချိုးသည် ၉၉.၂% ရှိပြီး ဖွဲ့စည်းထားသည့် အစိတ်အပိုင်းများ၏ အရွယ်အစားအမှားမှာ ± ၀.၅ မီလီမီတာအတွင်း ထိန်းချုပ်ထားပြီး စံနှုန်း ± ၁ မီလီမီတာကို သိသိသာသာ နိမ့်ကျစေကာ နောက်ပိုင်းတပ်ဆင်မှုအတွင်း ချိန်ညှိမှုလုပ်ငန်းစဉ်ကို လျှော့ချပေးပါသည်။
၄။ ပူအိုင်းနှင့် မပူအိုင်း လုပ်ငန်းစဉ်နှစ်မျိုးလုံးနှင့် ကိုက်ညီမှုရှိပြီး ထုတ်လုပ်မှုကိရိယာများအတွက် လိုအပ်ချက်ကို လျှော့ချပေးပါသည်
လုပ်ငန်းများအကြား စက်ကိရိယာ ပြင်ဆင်မှုများတွင် ကွဲပြားမှုများကို တုံ့ပြန်ရာတွင် ထုတ်ကုန်သည် အပူဖိအားပေး၍ ပုံသွင်းခြင်း (hot press can forming) နှင့် အပူဖိအားမပေးဘဲ ပုံသွင်းခြင်း (compression molding နှင့် vacuum bag forming ကဲ့သို့) စက်ပုံစံနှစ်မျိုးလုံးနှင့် အပြည့်အဝ ကိုက်ညီပြီး လုပ်ငန်းများအနေဖြင့် စက်ကိရိယာ ပြင်ဆင်မှုများ အပိုထပ်မံ မလိုအပ်တော့ဘဲ ထုတ်လုပ်မှုအတွက် အတားအဆီးများကို အလွန်အမင်း လျော့နည်းစေပါသည်။
အပူဖိအားပေး၍ ပုံသွင်းခြင်း - အလွန်တိကျမှုနှင့် စွမ်းဆောင်ရည်မြင့်မားစွာ လိုအပ်သော အစိတ်အပိုင်းများအတွက် သင့်တော်ပြီး မြန်နှုန်းမြင့်ရထားများ၏ အဓိက ဖွဲ့စည်းပုံအစိတ်အပိုင်းများကဲ့သို့ ဖြစ်သည်။ အပူဖိအားပေးခြင်းဖြင့် ဖိအား (0.5~1.5MPa) နှင့် အပူချိန်ထိန်းချုပ်မှုများကို တစ်သမတ်တည်း ထိန်းညှိနိုင်ခြင်းသည် prepreg ၏ စိုစွတ်မှုအကျိုးသက်ရောက်မှုကို ပိုမိုကောင်းမွန်စေပြီး အတွင်းပိုင်း ချို့ယွင်းချက်များကို လျော့နည်းစေကာ ပုံသွင်းထားသော အစိတ်အပိုင်းများ၏ စက်ပိုင်းဆိုင်ရာ စွမ်းဆောင်ရည် ပြောင်းလဲမှုကို 3% အောက်သို့ သေချာစေပြီး အဆင့်မြင့် စက်ကိရိယာများ၏ တင်းကျပ်သော စံနှုန်းများကို ဖြည့်ဆည်းပေးပါသည်။
အပူဖိအားမသုံးဘဲ ပုံသွင်းခြင်း - ဥပမာ ဖိအားပေး၍ ပုံသွင်းခြင်း (compression molding) သည် စက်ကိရိယာရင်းနှီးမြှုပ်နှံမှုစရိတ်နည်းပြီး ထုတ်လုပ်မှု ထိရောက်မှုမြင့်မားကာ စွမ်းအင်အသစ်ယာဉ်ဘက်ထရီပါက်ကိတ်အဖုံးများနှင့် လေတိုက်လှည့်စီးနှုန်းတို့ကဲ့သို့ ထုတ်လုပ်မှုအတွက် သင့်တော်ပါသည်။ ဗက်ကမ်းဘက်ဂ်ပုံသွင်းခြင်းသည် ၁၅ မီတာကျော်လေတိုက်လှည့်စီးနှုန်းများကဲ့သို့ အသေးစားနှင့် အကြီးစားအစိတ်အပိုင်းများအတွက် သင့်တော်ပြီး ဗက်ကမ်းအနုတ်ဖိအားဖြင့် ဓာတုပေါင်းစည်းမှုများကို စီးဆင်းစေကာ အဆင့်မြင့်ဖိအားပေးပုံသွင်းနည်းလမ်းများနှင့် နှိုင်းယှဉ်ပါက ပုံသွင်းစရိတ်ကို ၃၀% လျှော့ချနိုင်ပါသည်။
ဤနည်းလမ်းနှစ်ခုစလုံးအတွက် ထုတ်ကုန်သည် တည်ငြိမ်သော ခဲပြီးသားအကျိုးသက်ရောက်မှုကို ထိန်းသိမ်းနိုင်ပါသည် - ၈၀°C အပူချိန်တွင် ခဲပြီးသားနှင့် ကိုက်ညီသော အမျိုးအစားများသည် ဗက်ကမ်းဘက်ဂ်ပုံသွင်းခြင်းတွင် မိနစ် ၆၀ သာ ကြာမြင့်ပါသည်။ ၉၀°C အပူချိန်တွင် ခဲပြီးသားနှင့် ကိုက်ညီသော အမျိုးအစားများသည် ဖိအားပေး၍ ပုံသွင်းခြင်းတွင် ခဲပြီးသားအချိန်ကို မိနစ် ၄၅ အထိ တိုတောင်းစေပြီး ထိရောက်မှုနှင့် အရည်အသွေးကို ဟန်ချက်ညီစေပါသည်။
5. ကွဲပြားသောဒီဇိုင်း၊ ဈေးကွက်ပြိုင်ဆိုင်မှုအတားအဆီးများ တည်ဆောက်ခြင်း
အလားတူ နိမ့်ချောင်းကုထုံးပါသော ကြိတ်မှုန့်ထုတ်ကုန်များအနက် တစ်ဖက်တွင် ဓာတုပေါင်းစပ်မှု၊ အမျှင်ရွေးချယ်မှုနှင့် ကုထုံးစနစ်တွင် ကွဲပြားသော ဆန်းသစ်တီထွင်မှုများ ပြုလုပ်ထားပါသည်။ ဥပမာ - ဓာတုပေါင်းစပ်မှုတွင် အသက်ကြီးမှုကို တားဆီးသည့် အထူးပါဝင်ပစ္စည်းများ ထည့်သွင်းထားခြင်းဖြင့် လေတိုက်လှည့်စက်များရှိ အပြင်ဘက်ပတ်ဝန်းကျင်တွင် ထုတ်ကုန်၏ အသုံးပြုနိုင်သည့် သက်တမ်းကို နှစ် ၂၀ ကျော်အထိ တိုးမြှင့်နိုင်ပြီး အလားတူထုတ်ကုန်များ၏ ပျမ်းမျှသက်တမ်းဖြစ်သည့် နှစ် ၁၅ ထက် သာလွန်စွာ ကြာရှည်စေပါသည်။ တစ်ဖက်တွင် ဖောက်သည်များ၏ လိုအပ်ချက်အလိုက် ကုထုံးအပူချိန် (ဥပမာ 85 ℃ စိတ်ကြိုက်ဒီဇိုင်း)၊ အမျှင်မျက်နှာပြင်သိပ်သည်းမှု (100g/㎡ မှ 800g/㎡ အထိ အပြည့်အဝဖုံးလွှမ်းမှု) နှင့် ဓာတုပေါင်းစပ်မှုပမာဏ (35% မှ 50% အထိ ချိန်ညှိနိုင်သည်) တို့ကို ချိန်ညှိပေးနိုင်သည့် ပုံစံဖြင့် စိတ်ကြိုက်ဝန်ဆောင်မှုများကို ပေးဆောင်ပါသည်။ ထို့ပြင် စွမ်းအင်သစ်ယာဉ်များ၊ လေတိုက်လှည့်စက်များ၊ မြန်နှုန်းမြင့်ရထားများ စသည့် ကဏ္ဍအလိုက် ကွဲပြားသော လိုအပ်ချက်များကို ဖြည့်ဆည်းပေးပြီး အတူတူပြိုင်ဆိုင်မှုကြောင့် ဖြစ်ပေါ်လာသည့် ဈေးနှုန်းဖိအားများကို ရှောင်ရှားနိုင်ပါသည်။