Preimpregnat A-11 o niskiej temperaturze utwardzania
W produkcji dużych komponentów konstrukcyjnych z tworzyw kompozytowych w dziedzinach takich jak pojazdy napędzane nowymi źródłami energii, energetyka wiatrowa, kolej dużych prędkości itp., zachowanie równowagi między „efektywnym formowaniem” a „stabilną wydajnością” było zawsze wyzwaniem branżowym
- Przegląd
- Polecane produkty
Preimpregnat z włókna węglowego utwardzany w niskiej temperaturze: wydajne rozwiązanie formowania dla dziedzin nowych energii i komunikacji szynowej
Balans między „efektywnym formowaniem” a „stabilną wydajnością” od zawsze stanowił wyzwanie w produkcji dużych komponentów konstrukcyjnych z tworzyw kompozytowych w dziedzinach takich jak pojazdy napędzane energią nowej generacji, energetyka wiatrowa, kolej dużych prędkości i inne. Nasz preimpregnat z włókna węglowego o niskiej temperaturze utwardzania oparty jest na dwóch seriach temperatur utwardzania: 80 ℃ oraz 90 ℃, obejmujących dwie formy: jednokierunkowy preimpregnat z włókna węglowego oraz preimpregnat z tkaniny z włókna węglowego. Dzięki doskonałej zwilżalności, doskonałej elastyczności oraz wysokim właściwościom mechanicznym nadaje się zarówno do procesów formowania z udziałem gorącej prasy, jak i bez jej udziału. Stanowi rozwiązanie o niskim zużyciu energii, charakteryzujące się wysoką wydajnością i jakością, oferując materiałowe możliwości dla dużych elementów konstrukcyjnych, takich jak pokrywy zestawów baterii w pojazdach napędzanych energią nowej generacji, łopaty turbin wiatrowych czy części kadłubów pociągów dużych prędkości, przełamując ograniczenia tradycyjnych preimpregnatów utwardzanych w wysokiej temperaturze pod względem kosztów formowania i dostosowania procesu.
Główna zaleta: Potrójny przełom w zakresie formowania o niskim zużyciu energii, wysokiej adaptowalności i stabilnej wydajności
1. Niskotemperaturowe utwardzanie w temperaturze 80 ℃/90 ℃ znacząco zmniejsza zużycie energii i koszty produkcji
W porównaniu z tradycyjnymi prepregrami z włókna węglowego wymagającymi utwardzania powyżej 120 ℃, dwie główne serie tego produktu (seria utwardzana w 80 ℃ oraz seria utwardzana w 90 ℃) podstawowo redukują zużycie energii w procesie formowania. Na przykład w produkcji pokryw komór baterii pojazdów elektrycznych, przy zastosowaniu serii utwardzanej w 80 ℃, zużycie energii w jednej partii formowania jest niższe o ponad 40% w porównaniu do tradycyjnych prepregów wysokotemperaturowych; mimo że seria utwardzana w 90 ℃ charakteryzuje się nieco wyższym zużyciem energii, to oferuje kompatybilność z większą liczbą systemów żywic, spełniając tym samym wyższe wymagania dotyczące wytrzymałości mechanicznej łopat turbin wiatrowych oraz elementów kadłubów pociągów szybkobieżnych.
Stwardnianie w niskiej temperaturze nie tylko zmniejsza koszty zużycia energii, ale także redukuje zużycie sprzętu oraz ryzyko związane z produkcją. Z jednej strony niskotemperaturowe środowisko może wydłużyć czas użytkowania urządzeń grzewczych (takich jak piece do prasowania na gorąco czy maszyny formujące) i obniżyć koszty konserwacji sprzętu w przedsiębiorstwach; z drugiej zaś strony pozwala uniknąć termicznego odkształcenia materiału spowodowanego wysokimi temperaturami, co czyni je szczególnie odpowiednim dla dużych elementów konstrukcyjnych, takich jak łopaty turbin wiatrowych o długości przekraczającej 10 metrów. Stwardnianie w niskiej temperaturze może zmniejszyć naprężenia termiczne w różnych obszarach, obniżyć prawdopodobieństwo pęknięć i wyginania gotowych elementów, a jednocześnie proces ten nie wymaga długiego czasu nagrzewania wstępnego, skracając cykl produkcji pojedynczej partii o 25%, dostosowując się do tempa produkcji „wielkoseryjnej i szybkiej dostawy” w branżach takich jak pojazdy elektryczne i energetyka wiatrowa.
2. Wieloaspektowe objęcie produktu, dostosowane do wymagań wydajnościowych różnych komponentów konstrukcyjnych
Rodzina produktów obejmuje preprepy węglowe jednokierunkowe oraz preprepy z tkaniny węglowej, które można elastycznie dobierać zgodnie z charakterystyką obciążeń i wymaganiami formowania elementów konstrukcyjnych w różnych dziedzinach, osiągając projektową przewagę „dopasowania na żądanie”.
Jednokierunkowy preimpregnat z włókna węglowego: Wykorzystuje wysoką prostoliniowość jednokierunkowego ułożenia włókien węglowych, z spójnością kierunku włókien powyżej 99,5%, a także doskonałymi właściwościami mechanicznymi wzdłuż osi. Nadaje się do elementów konstrukcyjnych przeznaczonych do przenoszenia obciążeń jednokierunkowych, takich jak poprzeczne belki nośne pokryw zestawów baterii pojazdów napędzanych energią elektryczną, główna belka łopat turbin wiatrowych oraz podłużne elementy nośne kadłubów pociągów o dużej prędkości. Jego gęstość jest ściśle kontrolowana na poziomie nie mniejszym niż 5%, co zapewnia jednolite rozmieszczenie włókien. Wytrzymałość na rozciąganie w kierunku 0° może przekraczać 1700 MPa, a moduł sprężystości w kierunku 0° przekracza 115 GPa, co pozwala spełnić kluczowe wymagania dotyczące „lekkości + wysokiej wytrzymałości” dla dużych elementów konstrukcyjnych.
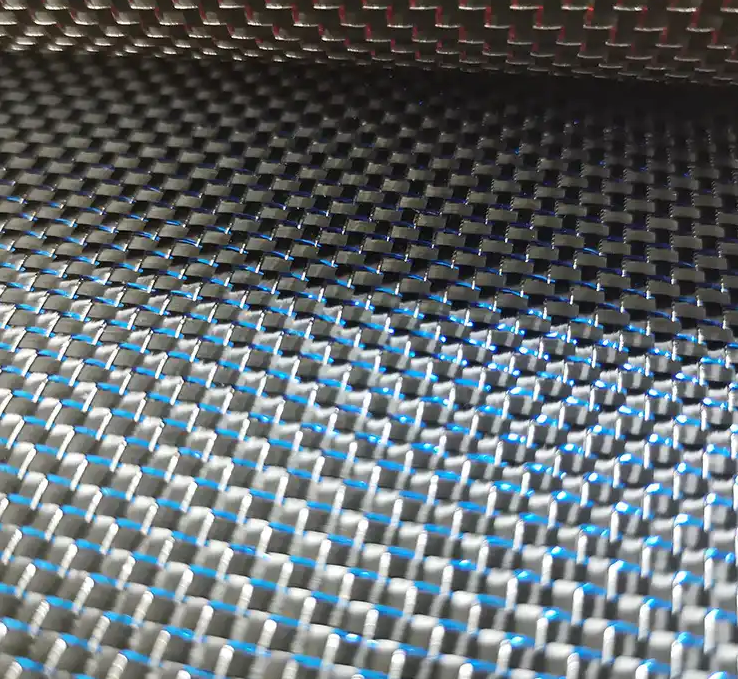
Preimpregnat z tkaniny węglowej: Oparty na tkaninach płóciennych i skośnych, charakteryzuje się doskonałymi właściwościami izotropowymi w płaszczyźnie oraz wyższą odpornością na uderzenia i ścinanie. Nadaje się do elementów o złożonych kształtach wymagających obciążeń wielokierunkowych, takich jak osłony podwozia pojazdów napędzanych energią elektryczną, korzenie łopat turbin wiatrowych czy ramy wnętrza pociągów wysokiej szybkości. Struktura tkaniny zwiększa elastyczność preimpregnatu, umożliwiając jego dokładne przyleganie do powierzchni złożonych form. Po wytwardzeniu powierzchnia elementów cechuje się wysoką gładkością, bez konieczności dodatkowego polerowania, co dodatkowo redukuje koszty procesu produkcyjnego.
Dwie formy preimpregnatu mogą być stosowane oddzielnie lub łączone warstwowo. Na przykład łopaty turbin wiatrowych mogą mieć projekt „preimpregnat jednokierunkowy (główny dźwigar) + preimpregnat z tkaniny (korzeń łopaty)”, co pozwala zrównoważyć wytrzymałość osiową i odporność na ścinanie w korzeniu, w pełni wykorzystując zalety różnych form produktów.
3. Doskonała zwilżalność i konforemność zapewniają jakość formowania dużych elementów konstrukcyjnych
Ten preimpregnat z włókna węglowego utwardzany w niskiej temperaturze osiąga pełną enkapsulację włókien węglowych dzięki optymalizacji składu żywicy i procesu infiltracji. System żywicy wykorzystuje modyfikowaną żywicę epoksydową, charakteryzującą się dobrą płynnością oraz wysoką kompatybilnością z włóknami węglowymi. Może ona przeniknąć do każdego wiązki włókien węglowych, zmniejszając pęcherzyki i wady interfejsu oraz osiągając jednolitość infiltracji powyżej 99%. Doskonała zwilżalność nie tylko poprawia właściwości mechaniczne materiałów kompozytowych, ale także zwiększa stabilność środowiskową. W cyklach wysokiej i niskiej temperatury w pojazdach napędzanych energią elektryczną (-40 ℃~85 ℃) oraz w zewnętrznych wilgotnych i gorących warunkach pracy turbin wiatrowych, współczynnik zachowania wytrzymałości mechanicznej elementów może nadal przekraczać 88%.
Zgodność i dopasowanie są kluczowymi wskaźnikami przy formowaniu dużych elementów konstrukcyjnych, a ten produkt wyróżnia się właśnie w tym zakresie. Niezależnie od tego, czy chodzi o płaską pokrywę zestawu baterii nowego typu pojazdu elektrycznego, czy o skomplikowany, zakrzywiony element korpusu pociągu wysokiej prędkości, prepreparat ciasno przylega do powierzchni formy bez fałd i pęcherzyków. Na przykładzie formowania paneli bocznych karoserii pociągu wysokiej prędkości (o promieniu krzywizny większym niż 2 metry), gdy stosuje się prepreparat z tkaniny węglowej, stopień przylegania osiąga 99,2%, a błąd wymiarowy uformowanego elementu jest kontrolowany na poziomie ±0,5 mm, co znacznie mniej niż standard branżowy wynoszący ±1 mm, redukując tym samym konieczność korekty podczas późniejszej montażu.
4. Kompatybilny zarówno z procesami gorącego tłoczenia, jak i bez nich, obniża to próg wyposażenia produkcyjnego
W odpowiedzi na różnice w konfiguracji wyposażenia pomiędzy różnymi przedsiębiorstwami, produkt jest w pełni kompatybilny zarówno z procesami formowania na gorąco, jak i bez formowania na gorąco (takimi jak formowanie przez prasowanie lub formowanie w worku próżniowym), bez konieczności dodatkowej modyfikacji sprzętu przez przedsiębiorstwa, znacznie obniżając bariery produkcyjne.
Formowanie na gorąco: nadaje się do elementów wymagających bardzo wysokiej precyzji i wydajności, takich jak kluczowe elementy konstrukcyjne kadłubów pociągów szybkobieżnych. Jednolite ciśnienie (0,5–1,5 MPa) oraz kontrola temperatury podczas formowania na gorąco dalszą poprawiają efekt nasycenia laminatu żywicą, zmniejszają wady wewnętrzne i zapewniają, że wahania właściwości mechanicznych wyprodukowanych elementów są mniejsze niż 3%, spełniając rygorystyczne standardy sprzętu wysokiej klasy.
Formowanie bez gorącego prasowania: takie jak formowanie w prasie, odpowiednie do masowej produkcji pokryw zestawów baterii pojazdów z napędem elektrycznym oraz łopat turbin wiatrowych, cechujące się niskimi kosztami inwestycji w sprzęt i wysoką wydajnością produkcji; formowanie w worku próżniowym nadaje się do małoseryjnej produkcji dużych komponentów (np. łopaty turbin wiatrowych o długości powyżej 15 metrów), umożliwia przepływ żywicy i odpowietrzenie dzięki podciśnieniu próżniowemu, obniżając koszty formowania o 30% w porównaniu z technologią gorącego zbiornika.
W obu procesach produkt może zachować stabilny efekt utwardzania – seria utwardzania w temperaturze 80 ℃ wymaga tylko 60 minut w formowaniu w worku próżniowym; seria utwardzania w temperaturze 90 ℃ pozwala skrócić czas utwardzania do 45 minut w formowaniu w prasie, zapewniając równowagę między wydajnością a jakością.
5. Zróżnicowane projektowanie, tworzenie barier konkurencyjnych na rynku
Wśród produktów prepregu tego samego typu o niskotemperaturowym procesie utwardzania, z jednej strony prowadzone są innowacje różnicujące w zakresie formuły żywicy, doboru włókien oraz systemu utwardzania – na przykład do żywicy dodawane są unikalne składniki antystarzeniowe, dzięki czemu żywotność produktu w warunkach zewnętrznego środowiska energetyki wiatrowej wydłuża się do ponad 20 lat, znacznie przekraczając średnią trwałość podobnych produktów wynoszącą 15 lat; z drugiej strony oferujemy elastyczne usługi dostosowane do potrzeb klientów, umożliwiające modyfikację temperatury utwardzania (np. modele niestandardowe przy 85 °C), gęstości powierzchniowej włókna (pełny zakres od 100 g/m² do 800 g/m²) oraz zawartości żywicy (regulowana w zakresie 35%–50%), aby spełnić indywidualne wymagania różnych segmentów rynku, takich jak pojazdy napędzane nowymi źródłami energii, energetyka wiatrowa czy kolej dużych prędkości, unikając jednocześnie presji cenowej spowodowanej jednorodną konkurencją.