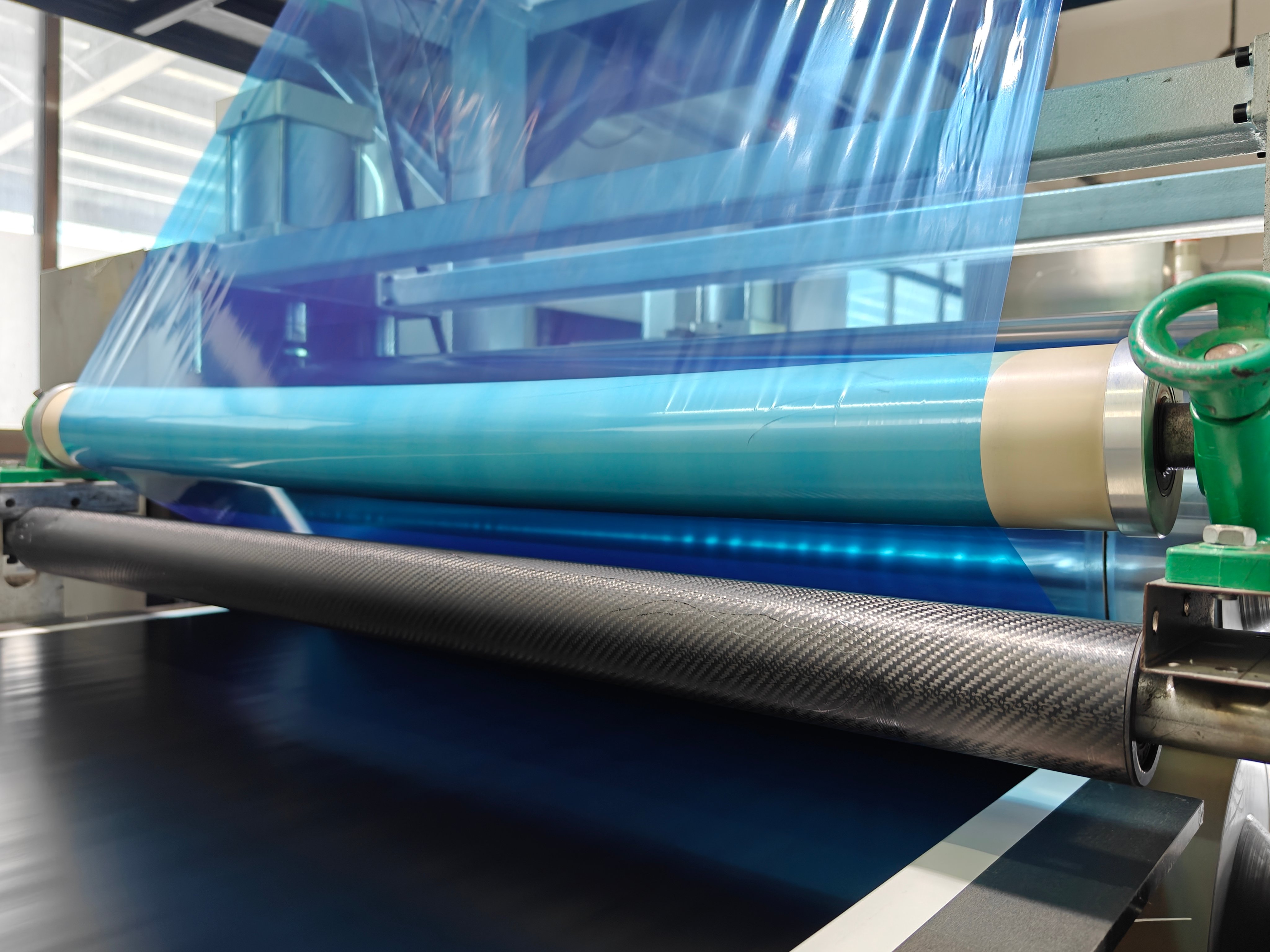
Penting untuk melakukan penggulungan dengan betul apabila bekerja dengan kain gentian karbon jika kita mahukan lekatan yang baik antara lapisan. Apabila seseorang mengabaikan langkah ini atau melakukannya secara tidak sempurna, gelembung udara kecil akan terbentuk bersama-sama dengan penyebaran resin yang tidak sekata merentasi bahan tersebut. Isu-isu ini mencipta kawasan- kawasan lemah di mana struktur tidak sekuat sepatutnya. Tujuan utama penggulungan adalah untuk menolak resin sepenuhnya menerusi tenunan fabrik supaya setiap gentian individu dilapisi dengan secukupnya. Proses saturasi ini mengalih keluar ruang-ruang kosong yang menjengkelkan yang mungkin akhirnya menyebabkan lapisan-lapisan terpisah apabila dikenakan tekanan atau pergerakan dari masa ke masa.
Kajian menunjukkan penggiliran manual meningkatkan kekuatan lekatan sebanyak 30% berbanding aplikasi berus sahaja (Jurnal Bahan Komposit, 2023). Tekanan daripada penggelek khas juga mengeluarkan gelembung udara terperangkap, mengurangkan risiko kecacatan sebanyak 40%, mencipta ketebalan resin yang seragam merentasi lapisan, dan mengaktifkan ikatan kimia antara kain dan matriks.
Mengabaikan langkah ini kerap menyebabkan kekurangan resin atau tompok kering—cacat yang melemahkan keupayaan menanggung beban dan mempercepatkan kegagalan akibat kelesuan. Bagi komponen bertenaga tinggi seperti panel kenderaan atau struktur aerospace, penggiliran yang konsisten bukan pilihan—ia adalah apa yang menukar lapisan kain gentian karbon kepada komposit monolitik berprestasi tinggi.
Mempersiapkan permukaan adalah sangat penting untuk mencapai ikatan yang kuat antara bahan. Perkara pertama sekali, pastikan semua permukaan bersih sepenuhnya daripada habuk, minyak, dan kotoran lain yang boleh mengganggu lekatan. Kebanyakan profesional menggunakan aseton atau minki mineral untuk membersihkan sisa yang degil. Untuk bahan yang sangat licin seperti dinding konkrit atau permukaan logam, adalah baik untuk membuatnya sedikit kasar. Gunakan kertas pasir berketulan 60 hingga 80 dan gosok rata-rata kawasan tersebut sehingga teksturnya cukup kasar untuk melekatkan bahan seterusnya. Jangan lupa membaiki sebarang retak atau lubang pada substrat juga. Gunakan bahan pemenuh yang direka khusus untuk jenis bahan yang sedang dikendalikan, dan biarkan ia mengeras dengan sempurna sebelum meneruskan kerja. Apabila memohon resin, sapu secara nipis tetapi rata ke seluruh kawasan menggunakan spatula bergerigi. Sasarkan keluasan penutupan sekitar 70% supaya tiada kawasan kering yang kelihatan. Fabrik gentian karbon perlu diletakkan serta-merta ketika resin masih melekit, pastikan terdapat pertindihan sekitar satu hingga dua inci di mana bahagian bertemu pada tepi untuk pengukuhan yang betul.
Penggelek gentian karbon bergerigi paling sesuai digunakan pada sudut tepat terhadap tenunan fabrik, dengan tekanan sekitar 15 hingga 20 psi. Pastikan penggelek bergerak pada kelajuan sederhana yang sekata, lebih kurang satu kaki per saat, bermula dari bahagian tengah dan bergerak ke luar untuk menolak gelembung udara menjauhi bahan. Pastikan setiap laluan bertindih kira-kira separuh daripada laluan sebelumnya dengan sapuan lurus ke hadapan sahaja. Pergerakan ulang-alik cenderung merosakkan gentian, jadi elakkan dan kekalkan laluan satu arah jika boleh. Apabila bekerja dengan pelbagai lapisan, beri masa sekitar 30 hingga 40 minit untuk setiap lapisan mengeras sebelum menambah lapisan seterusnya. Tempoh tunggu ini membolehkan resin mencapai keadaan separa-geletin di mana ia bersedia untuk lapisan seterusnya. Sentiasa periksa secara visual sejauh mana resin telah meresap ke dalam fabrik. Kawasan yang kelihatan jernih adalah petanda baik penyerapan yang sempurna, tetapi jika masih terdapat tompokan putih kelihatan, kawasan tersebut memerlukan perhatian tambahan dengan penggelek untuk memastikan liputan lengkap.
Apabila udara terperangkap di antara lapisan kain gentian karbon, ia benar-benar melemahkan keseluruhan struktur dan mengurangkan keupayaannya untuk menanggung beban berat. Tekniknya adalah dengan menggilas bahan tersebut pada sudut sekitar 45 darjah, memastikan bahawa setiap lintasan sedikit bertindih supaya udara dapat ditolak keluar secara beransur-ansur ke arah tepi. Kekalkan kepekatan resin yang sesuai juga sangat penting semasa aplikasi. Jika kelembapan bengkel meningkat melebihi 60%, resin cenderung mengeras lebih cepat daripada jangkaan, yang sebenarnya mengawal gelembung-gelembung ini daripada terbebas. Bagi komponen yang digunakan dalam pesawat di mana kualiti adalah perkara paling utama, pengilang kerap melakukan semakan pengesahan berperingkat. Selepas setiap kali menggilas, seseorang perlu memeriksa permukaan kerja dengan teliti dari pelbagai sudut di bawah cahaya terang sebelum resin mula menggeletin. Menurut kajian terkini yang diterbitkan tahun lepas dalam Composites Manufacturing Analysis, bengkel yang beralih daripada gerakan mudah ulang-alik kepada corak silang ini mencatatkan penurunan gelembung sebanyak kira-kira 92 peratus secara keseluruhan.
Tekanan yang tidak konsisten mencipta zon kekurangan resin di mana gentian terlepas apabila dikenakan tekanan. Gunakan penggelek berkalibrasi dengan filem sensitif tekanan untuk mengesahkan tekanan 15—20 psi meratai permukaan—variasi melebihi ±2 psi meningkatkan risiko pengelupasan sebanyak 40% (Laporan Kejuruteraan Polimer, 2024). Titik kawalan kritikal termasuk:
Kajian imej haba mengesahkan bahawa tekanan penggelek yang seragam mengurangkan kejadian kawasan kering daripada 1 per 0.5 m² kepada kurang daripada 1 per 5 m².
Memilih penggelek yang optimum untuk pelapisan kain gentian karbon memerlukan pertimbangan teliti mengenai keserasian bahan dan integriti struktur. Penggelek bukan reaktif dan tidak poros mencegah pencemaran serta rintangan penyerapan resin—kedua-duanya mengekalkan prestasi dan kekonsistenan. Penyelidikan menunjukkan bahawa pemilihan penggelek yang tidak sesuai menyumbang sehingga 40% kegagalan lekatan dalam projek komposit.
Penjagaan adalah perkara penting untuk mengekalkan keadaan roller dalam bentuk yang baik. Selepas setiap kali digunakan, bersihkan roller tersebut dengan segera menggunakan pelarut yang paling sesuai sebelum sebarang resin mengeras di atasnya. Jangan lupa untuk memeriksa secara berkala tanda-tanda kehausan – perhatikan calar kecil atau ubah bentuk yang mungkin menyangkut gentian semasa operasi. Penyimpanan juga penting; sentiasa simpan roller dalam kedudukan tegak di tempat yang suhu persekitarannya agak stabil supaya ia tidak bengkok atau berubah bentuk dari semasa ke semasa. Mereka yang konsisten menjalankan penjagaan seperti ini biasanya mendapati roller mereka tahan kira-kira dua kali ganda lebih lama berbanding roller yang dibiarkan tidak digunakan atau disimpan secara salah.

 Berita Terkini
Berita Terkini2026-07-07
2025-09-09
2025-09-25
2025-12-25
2025-12-22
2025-12-19
Hak Cipta © 2025 oleh Weihai Dushi Composite Material Co.Ltd - Dasar Privasi